
Uno dei dati fondamentali riguardanti il processo di piegatura è senza dubbio la cosiddetta “forza”.
Questo dato, insieme alla larghezza, delimita l’ambito in cui una pressa piegatrice può operare. Quando si descrive una pressa piegatrice, i due valori principali indicati sono, ad esempio, 3 metri e 175 tonnellate.
Grazie a questi dati, un operatore esperto capisce subito il campo di applicazione della macchina. Tuttavia, passando dal punto di vista di chi genera la forza a chi la subisce, le certezze cambiano.
Infatti, sapere quanta forza può esercitare una macchina è una cosa, capire quanta forza serve per una specifica lavorazione è tutt’altra questione. Quante tonnellate sono necessarie per piegare uno specifico articolo? Esistono diversi metodi di calcolo, ma la precisione non è mai garantita.
Unità di misura e forza di piegatura
Tradizionalmente, la forza dovrebbe essere espressa in Newton, non in tonnellate. Tuttavia, è comune semplificare e utilizzare i chilo-Newton (KN), arrotondati in tonnellate, aggiungendo o togliendo uno zero. Ad esempio:
- 50 Ton = 500 KN
Questa semplificazione è usata in vari strumenti di calcolo per la piegatura o nei valori dichiarati per punzoni e matrici.
Come viene calcolata la forza di piegatura?
Per trovare la matrice consigliata per piegare un pezzo, si utilizza una formula empirica:
V = S x 8
Dove:
- V = larghezza della matrice
- S = spessore
Un metodo più raffinato prevede variazioni a seconda dello spessore:
- Fino a 2,5 mm: V = S x 6
- Da 3 a 8 mm: V = S x 8
- Da 10 a 15 mm: V = S x 10
- Oltre 15 mm: V = S x 12
Questi sono consigli generali e possono variare in base agli utensili disponibili o a particolari condizioni come bordi ridotti o fori vicini alla linea di piega.
Formule per la forza di piegatura
Esistono diverse formule per calcolare la forza di piegatura, alcune derivano dal settore delle costruzioni. Una delle più note è basata sulla flessione di una trave (figura 1). Un’altra formula, più precisa perché tiene conto anche dei raggi della matrice, è:

Dove:
- b = lunghezza della piegatura
- T = spessore della lamiera
- Rm = carico di rottura
- W = larghezza della matrice
- Rd = raggio dello spigolo della matrice
- Rp = raggio del punzone
Questa formula, presente nella letteratura SSAB, è particolarmente efficace per materiali ad alta resistenza.
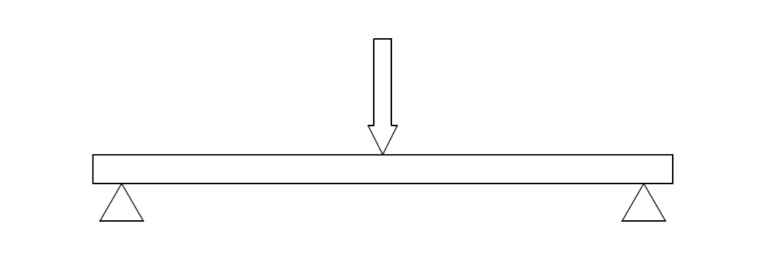
Figura 1 – il modello della “trave”
Perché si fa riferimento alla resistenza a rottura?
Nelle formule per la forza di piegatura, si fa sempre riferimento alla resistenza massima del materiale (quella oltre la quale il materiale si rompe) e non alla resistenza allo snervamento, che sarebbe rilevante per la piegatura. La scelta è pratica: la resistenza a rottura è più costante rispetto allo snervamento, che può variare in modo significativo tra materiali. Per questo motivo, è più complesso utilizzare lo snervamento nelle formule.
Di seguito, una tabella indicativa che mostra i valori di resistenza allo snervamento e a rottura per vari materiali.
Materiale | Resistenza a snervamento (N/mm²) | Resistenza a rottura (N/mm²) |
5052-0 Alluminio | 90 | 200 |
5052-H32 Alluminio | 200 | 230 |
2024 T3 Alluminio | 240 | 440 |
6061 T6 Alluminio | 360 | 450 |
Corten laminato a freddo | 310 | 450 |
Acciaio laminato a caldo | 350 | 480 |
Aisi 304 | 300 | 600 |
Hardox 450 | 1250 | 1370 |
(Fonte: The Fabricator)
I limiti delle formule
Un fattore spesso trascurato nelle formule tradizionali è l’attrito. Diminuisce la larghezza della V, aumenta la forza necessaria per la piegatura, e di conseguenza anche l’attrito tra le superfici. L’attrito dipende dalla forza premente, dalla superficie di contatto e dal tipo di materiali, nonché da fattori come la finitura superficiale, la pulizia della lamiera e degli utensili, la presenza di pellicole protettive e l’usura degli utensili.
Alcuni produttori di utensili hanno sviluppato soluzioni per ridurre l’attrito, come matrici a rullini o matrici con raggi maggiorati. Queste ultime distribuiscono meglio le forze, riducendo l’attrito durante la lavorazione.
Un caso particolare è rappresentato dalle matrici per piega tangenziale o oscillanti, che richiedono maggiori forze rispetto alle matrici tradizionali, ma offrono numerosi vantaggi in termini di precisione e durata.
Conclusione
La forza di piegatura è un parametro cruciale nel processo di piegatura della lamiera. Sebbene esistano diverse formule empiriche per calcolarla, la precisione assoluta è spesso difficile da ottenere a causa di variabili come l’attrito e le condizioni degli utensili.
Le soluzioni proposte dai produttori di utensili, come matrici a rullini o con raggi maggiorati, aiutano a ridurre questi fattori e a migliorare la qualità della piegatura. Tuttavia, è sempre importante tenere conto delle specificità di ogni lavorazione per ottimizzare il processo.
Per monitorare costantemente il valore della forza necessaria a piegare i tuoi pezzi, scarica gratuitamente il regolo di piegatura!
Articolo pubblicato sulla rivista Lamiera edizioni Tecniche Nuove Aprile 2021.
Hai bisogno di informazioni? Scrivi a emiliano@accademiadellapiegatura.it
Scarica gratis anche tu il nostro regolo di piegatura.