
Continuiamo il percorso intrapreso per descrivere in maniera approfondita le tre modalità di piegatura: a “fondo matrice”, “in aria” e “coniatura”.
Ora trattiamo la seconda modalità, ovvero la piegatura in aria.
Ti sei perso il precedente articolo sulla semiconiatura? Leggilo ora a questo link: CLICCA QUI
Come già accennato, con “piegatura a tre punti” si indica generalmente quella lavorazione a deformazione che prevede una matrice a V e un punzone, per distinguerla dalla piegatura “tangenziale”, propria delle pannellatrici e delle piegatrici a bandiera.
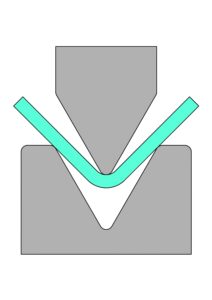
Figura 1 – Piegatura in aria
Perché questa modalità si chiama così?
La piegatura “in aria” deve il suo nome al fatto che la lamiera viene lavorata “in sospensione” senza alcun contatto tra il pezzo e le facce interne della matrice.
Di fatto, come si può notare in figura 1, rimane uno spazio (dell’aria, zona di colore rosso nell’immagine) tra il fondo della cava e la lamiera. Ad oggi questa modalità rappresenta il presente e il futuro della piegatura in quanto è diventata praticamente lo standard nelle macchine nuove.
Quali sono le sue caratteristiche?
Le caratteristiche della piegatura in aria sono molteplici, soprattutto se relazionate alle altre due modalità.
- Innanzitutto, è la più versatile, in quanto consente di ottenere una gamma più vasta di angoli di piega: da 180° a valori inferiori a 90° fino al limite massimo della matrice, ossia il suo angolo. Da ciò si evince che la piegatura in aria è immediatamente riconoscibile perché adotta matrici con angoli inferiori a 88°. Rimanendo, ad esempio, all’interno del diffusissimo standard Promecam, generalmente si trovano matrici in aria con inclinazioni della V pari a 60, 45, 30 gradi.
- È quella che necessita di minore forza di piegatura rispetto alla coniatura e anche alla modalità a “fondo matrice” o “semiconiatura”.
- Il raggio di piegatura della lamiera è più ampio e, di conseguenza, si genera un maggior ritorno elastico.
- È la scelta preferita nella piegatura moderna per la sua versatilità e perché “lascia la lamiera libera” di piegarsi con la propria naturale flessione, senza contatto con le facce interne della matrice o la penetrazione del punzone nel raggio. Questo la rende l’unica adatta ai sistemi di controllo dell’angolo, che necessitano di un riscontro il più veritiero possibile della flessione.
In particolare, quando non lavorano con un database automatico, i controlli dell’angolo permettono la discesa della traversa fino a una quota più alta del punto morto superiore, attuando una fase di “galleggiamento” che permette di leggere il valore del ritorno elastico e di correggerlo. In confronto alle altre modalità, la piegatura in aria richiede sviluppi più corti, grazie alle maggiori dimensioni dei raggi interni.
Figura 2 – pezzo con scantonatura a smusso
Quali sono i limiti?
In realtà, i limiti della piegatura in aria sono pochi, ma è importante considerare alcuni aspetti:
- Non è la scelta migliore per piegare articoli con scantonature a gradi (figura 2), dove il ricciolo di sfogo creato durante la lavorazione potrebbe non essere tollerato, specialmente per finiture estetiche o accoppiamenti.
- Nei casi in cui si pieghi l’acciaio inossidabile, può essere preferibile ridurre la larghezza della V per evitare raggi troppo ampi e meno estetici. Diverse aziende preferiscono utilizzare matrici con V più strette per l’inox, aumentando così la forza di piegatura e le sollecitazioni sulla pellicola protettiva, che potrebbe lacerarsi.

Figura 3 – Ricciolo di sfogo
L’arte del compromesso
Per ovviare ai problemi fisiologici legati all’uso delle matrici in aria, i produttori di macchine e utensili hanno sviluppato matrici con gradi specifici, come 86°, 85° o 78°. Questi angoli permettono di mantenere le caratteristiche della piegatura in aria, garantendo buone prestazioni, simili a quelle della semiconiatura.
La modalità sottointesa
La piegatura in aria rappresenta il modello teorico di riferimento per il calcolo degli sviluppi. Ad esempio, utilizzando il metodo del regolo di piegatura su un S275 da 3mm di spessore, si basa su un raggio interno di 2,5mm con matrice da V=20. Tuttavia, se si utilizzasse lo stesso materiale e spessore per una semiconiatura con angolo di 88°, gli sviluppi sarebbero più corti del dovuto.
Scarica gratuitamente il tuo regolo di piegatura!
Conclusione
In sintesi, la piegatura in aria è la modalità più versatile e moderna, utilizzata per la maggior parte delle lavorazioni grazie alla sua flessibilità e adattabilità.
Anche se presenta alcuni limiti, come nel caso di scantonature o acciaio inossidabile, la piegatura in aria rimane la scelta preferita per chi cerca una gamma estesa di angoli di piega e una maggiore precisione nei sistemi di controllo dell’angolo.
Le soluzioni sviluppate dai produttori di utensili, come le matrici con angoli ridotti, permettono di ottimizzare ulteriormente il processo.
Articolo pubblicato sulla rivista Lamiera edizioni Tecniche Nuove febbraio 2021.
Hai bisogno di informazioni? Scrivi a emiliano@accademiadellapiegatura.it
Scarica gratis anche tu il nostro regolo di piegatura.